
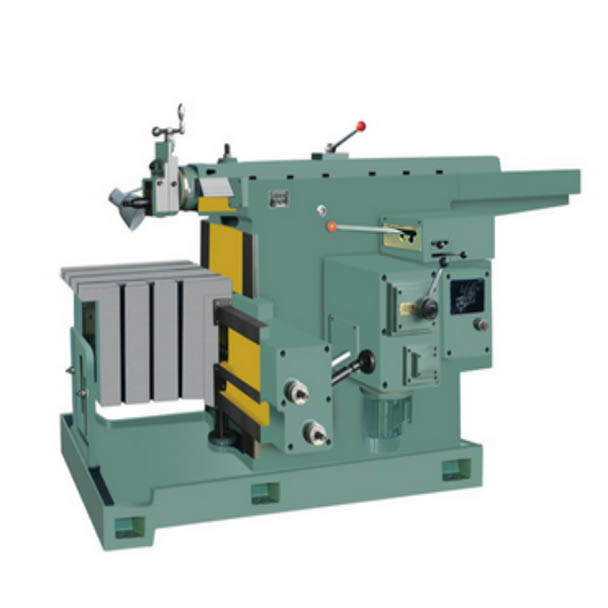
BC6050 mataas na kalidad ng metal na humuhubog na makina
Pagtutukoy
| Modelo | BC6050 | |
| Pinakamataas na haba ng pagputol(mm) | 500 | |
| Max.range ng pahalang na paggalaw ng talahanayan | 525 | |
| Max.distansya sa pagitan ng ilalim ng ram at talahanayan | 370 | |
| Max.haba ng patayong paggalaw ng talahanayan | 270 | |
| Mga sukat ng table top(L×W) | 440×360 | |
| Max.stroke na haba ng toolhead | 120 | |
| Max.swivel na anggulo ng toolhead | ±60° | |
| Max.section ng tool(W×T)(mm) | 20×30 | |
| Bilang ng ram reciprocation bawat minuto | 14-80 | |
| Saklaw ng feed ng mesa | pahalang | 0.2-0.25 0.08-1.00 |
| Patayo | ||
| Lapad ng T-slot para sa center positioning(mm) | 18 | |
| Kapangyarihan ng pangunahing motor | 3 | |
| NW/GW(kg) | 1650 | |
| Pangkalahatang dimensyon(L×W×H)(mm) | 2160×1070×1194 | |

Tampok ng BC6050
1. Ang working table ng bullhead planer ay may horizontal at up-and-down na mekanismo ng paggalaw;ito ay ginagamit upang planuhin ang hilig na eroplano, at sa gayon ay pinalawak ang saklaw ng paggamit.
2. Ang sistema ng feed ng planer ay gumagamit ng mekanismo ng cam na may 10 antas ng feed.Napakaginhawa din na baguhin ang dami ng kutsilyo.
3. Ang bullhead planer ay nilagyan ng overload na mekanismo ng kaligtasan sa cutting system.Kapag ang pagputol ay na-overload dahil sa walang ingat na operasyon o panlabas na puwersa, ang cutting tool ay dumulas sa sarili, at ang normal na operasyon ng machine tool ay ginagarantiyahan nang walang pinsala sa mga bahagi.
4. Sa pagitan ng ram at bed guide, pati na rin ang gear pair na may bilis at ang pangunahing sliding guide surface, may lubricating oil na ibinubomba ng oil pump para sa circulating lubrication.
5. Ang planer ng ulo ng toro ay nilagyan ng clutch at mekanismo ng paradahan ng preno, kaya kapag nagbabago ang bilis, sinimulan ang tool ng makina at huminto, hindi kinakailangang putulin ang kapangyarihan.Ang mekanismo ng paradahan ng preno ay maaaring gumawa ng inertia stroke ng ram kapag ang clutch ay nakahiwalay nang hindi hihigit sa 10 mm.


Mga pag-iingat sa operasyon
1. Kapag ang beam ay itinaas at ibinaba, ang locking screw ay dapat na unang lumuwag, at ang turnilyo ay dapat na higpitan kapag nagtatrabaho.
2. Hindi pinapayagang ayusin ang ram stroke sa panahon ng pagpapatakbo ng machine tool.Kapag nag-aayos ng stroke ng ram, hindi pinapayagang gamitin ang paraan ng pagtapik upang paluwagin o higpitan ang adjusting handle.
3. Ang paghampas ng tupa ay hindi lalampas sa tinukoy na hanay.Hindi pinapayagan ang high speed kapag gumagamit ng long stroke.
4. Kapag ang worktable ay pinapagana o inalog gamit ang kamay, bigyang-pansin ang limitasyon ng turnilyo stroke upang maiwasan ang turnilyo at nut mula sa pagkalas o pagkasira sa machine tool.
5. Kapag naglo-load at naglalabas ng vise, hawakan ito nang malumanay upang maiwasang masaktan ang workbench.
6. Pagkatapos ng trabaho, ihinto ang workbench sa gitnang posisyon ng beam.
Mga kategorya ng produkto
-

ck6180 Heavy duty metal pahalang machine cnc...
-

BK5030 cnc vertical Slotting machine para sa metal
-

GB4250 China CE cnc band saw machine para sa metal ...
-

SM325 factory price cnc swiss type lathe machin...
-

CK6163 Mabigat na tungkulin pahalang na 4 na kagamitan sa istasyon cn...
-

C6136 /C6236 maliit na pahalang na metal na manu-manong lath...





